接地模塊
電解離子接地極
放熱焊接模具
石墨接地線 接地極
降阻劑
銅包鋼絞線
銅包鋼扁鋼
銅包鋼圓線
銅包鋼接地棒
熱熔焊接
鋅包鋼接地極
避雷針系列
觀測井系列
熱鍍鋅圓鋼
熱鍍鋅絞線
接地配件

河北碩泰防雷器材有限公司
王女士:15831870847
李先生:18833729583
郵箱:673866711@qq.com
網址:http://www.cu21.cn
地址:河北省泊頭市洼里王鎮工業新區

放熱焊粉
放熱焊接焊粉一般稱它為放熱焊粉、熱熔焊劑、焊粉、焊劑、焊藥是一種灰色的粉末狀物,它是一種簡單,高效率,高質量的金屬連接方法.焊粉放熱焊接是通過鋁熱反應所產生的高溫使金





放熱焊接焊粉一般稱它為放熱焊粉、熱熔焊劑、焊粉、焊劑、焊藥是一種灰色的粉末狀物,它是一種簡單,高效率,高質量的金屬連接方法.焊粉放熱焊接是通過鋁熱反應所產生的高溫使金屬之間完全熔融,以達到高質量的熔接效果.這個反應是在耐高溫的石墨模具內進行的,在正常的使用環境下,一個模具可焊接50-100個點,焊接過程只需要幾秒時間.放熱焊粉應用范圍廣,可用于焊接銅、銅合金、銅包鋼、鋼軌、鑄鐵、鈳、鈮、各種合金鋼包括不銹鋼及高阻加熱熱源材料.
放熱焊接的優點:
1、放熱焊接是真正的分子焊接,導體不會被破壞且沒有接觸面,導體交界面的整體有效性沒有改變,導電率等同于一體銅線.
2、焊接點為純度較高的金屬銅,不受腐蝕性產物的影響,耐腐蝕性強.
3、焊接點以金屬鍵形式連接,是永久性的分子結合,永不松脫.
4、焊接方法簡單,操作安全,無需專業技術知識和特殊防護,簡單易學.
5、無需外接能源或電源,工具設備簡單,室內野外均可獨立操作,施工效率高.
6、因為焊接點的截面積大于導線,焊接點的載流能力大于導線的載流能力.
7、焊接點能反復經受多次的大浪涌(故障)電流而不退化.
放熱焊接放熱焊接注意事項:
1、當天一次操作時要對模具充分預熱.
2、焊接前對焊接導體進行清潔處理.
3、焊接導體位置放平穩后方可夾緊模夾.
4、 噴火口正前方1米內不要站人.
5、焊接后清理模具,以便下次使用.
6、避免模具猛烈撞擊.
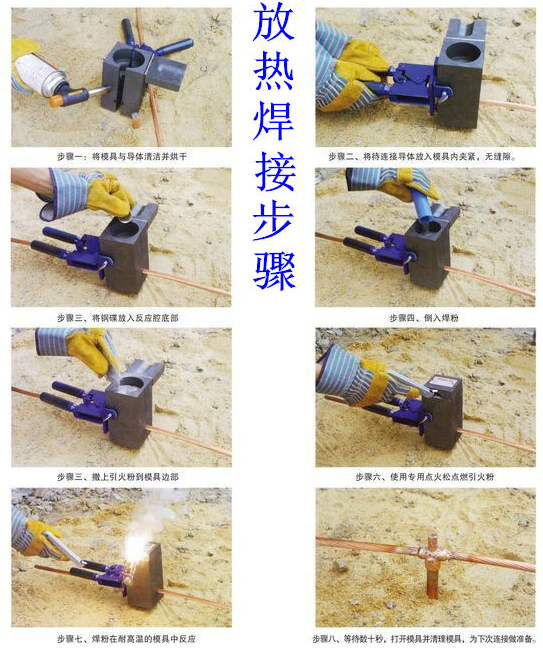
放熱焊接焊接過程
(1) 將導線及熔模清潔干凈,并用噴火劑預熱去除水分,然后將導線放入熔模中,注意線端須在熔模中心相碰.
(2) 閉合模夾,由注入孔查視,確定線端位置正確,然后放入金屬片于堝底.
(3) 將熔粉倒入模具內,散布起火劑于熔粉表層.
(4) 留一點起火劑于模唇,然后蓋上模具頂蓋.
(5) 用點從模邊對準模唇的起火劑打火.(注意打火時操作人員不得站在模具開口處且必須戴上隔熱手套,一旦熔粉被引燃,操作人員必須立即離開模具至少 1.5 米.)
(6)起火劑著火時引發熔粉燃燒,燃燒結束后,待 10-20 秒金屬凝固后,開啟模具取出熔接成功的導線.
(7)清除模具礦渣以備再次焊接作業.
放熱焊接焊粉廠家 放熱焊接焊粉型號規格:
| 焊粉型號 | 焊粉規格 |
| LZ-90 | 90# |
| LZ-115 | 115# |
| LZ-150 | 150# |
| LZ-200 | 200# |
| LZ-250 | 250# |
| LZ-300 | 300# |
2019-07-17
放熱焊粉車間2018-03-09
放形接地模塊車間 接地模塊首選碩泰 接地材料廠家2018-03-09
防雷接地模塊制作加工車間2018-03-09
六梅花接地模塊車間2018-03-09
三角梅花接地模塊加工生產中2019-07-08
離子接地極降阻模塊2019-06-19
吸收式石墨接地極 吸收式石墨接地模塊2019-06-14
吸收式石墨接地極 吸收式防雷接地裝置 軟體石墨接地模塊2019-05-29
280*800石墨降阻模塊2019-05-25
100*600圓柱形鍍銅圓鋼材料石墨接地裝置塊